Ice-cream production
BACK to
I. GENERAL DESCRIPTION:
- 1. Definition
- (BAT for Food, Drink and Milk Industries, June 2005)
Ice cream is a dairy based product which typically contains 6-12% fat, 7.5-11.5% non-fat milk solids and 13-18% sugars. Stabilisers, emulsifiers colours and flavours are also added.
- 2. General Flowsheet
The figure below shows the process flow diagram for ice cream manufacture: the red section represents the operations involving raw, unpasteurized mix, the pale blue section represents the operations involving pasteurized mix, and the dark blue section represents the operations involving frozen ice cream.
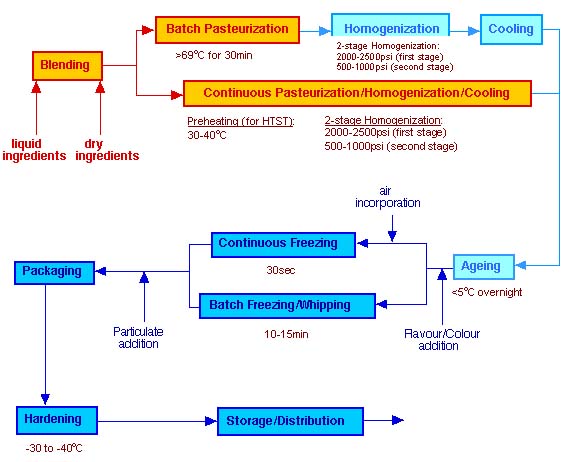

Figure 1: Process flow diagram for ice cream manufacture
LITERATURE: http://www.foodsci.uoguelph.ca/dairyedu/home.html
- 3. Description of techniques, methods and equipment
- (Dairy science and Technology, University of Guelph, http://www.foodsci.uoguelph.ca/dairyedu/home.html)
- General
The basic steps in the manufacturing of ice cream are generally as follows: 1)blending of the mix ingredients, 2)pasteurization, 3)homogenization, 4)aging the mix, 5)freezing, 6)packaging and 7)hardening.
- Basic steps in ice cream manufacturing process
- 1) Blending
- First the ingredients are selected based on the desired formulation and the calculation of the recipe from the formulation and the ingredients chosen, then the ingredients are weighed and blended together to produce what is known as the "ice cream mix". Blending requires rapid agitation to incorporate powders, and often high speed blenders are used.
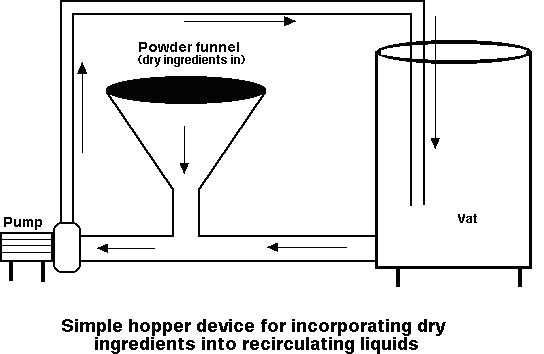

Figure 2: Simple hopper device for incorporating dry ingredients into recirculating liquids. LITERATURE: http://www.foodsci.uoguelph.ca/dairyedu/home.html
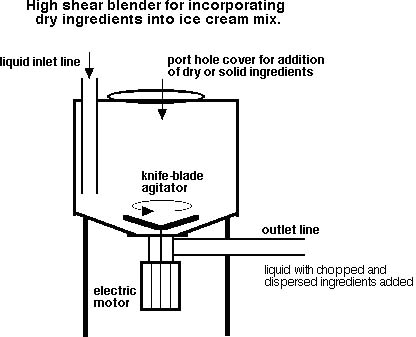

Figure 3: High shear blender for incorporating dry ingredients into ice cream mix.
LITERATURE: http://www.foodsci.uoguelph.ca/dairyedu/home.html
- 2) Pasteurization
- The mix is then pasteurized. Both batch pasteurizers and continuous (HTST) methods are used.
• Batch pasteurizers lead to more whey protein denaturation which some people feel gives a better body to the ice cream. In a batch pasteurization system, blending of the proper ingredient amounts is done in large jacketed vats equipped with some means of heating, usually steam or hot water. The product is then heated in the vat to at least 69oC and held for 30min to satisfy legal requirements for pasteurization, necessary for the destruction of pathogenic bacteria. Various time-temperature combinations can be used. Following pasteurization, the mix is homogenized by means of high pressures and then is passed across some type of heat exchanger (plate or double or triple tube) for the purpose of cooling the mix to refrigerated temperatures (4oC). Batch tanks are usually operated in tandem so that one is holding while the other is being prepared. Automatic timers and valves ensure the proper holding time has been met.
• Continuous pasteurization is usually performed in a high temperature short time (HTST) heat exchanger following blending of ingredients in a large, insulated feed tank. Some preheating, to 30 to 40oC, is necessary for solubilization of the components. The HTST system is equipped with a heating section, a cooling section, and a regeneration section. Cooling sections of ice cream mix HTST presses are usually larger than milk HTST presses. Due to the preheating of the mix, regeneration is lost and mix entering the cooling section is still quite warm.
- 3) Homogenization
- The mix is also homogenized. Two stage homogenization is usually preferred for ice cream mix. Homogenization of the mix should take place at the pasteurizing temperature. No pressure can be recommended that will give satisfactory results under all conditions. If a two stage homogenizer is used, a pressure of 2000 - 2500psi on the first stage and 500 - 1000psi on the second stage should be satisfactory under most conditions. Two stage homogenization is usually preferred for ice cream mix. Clumping or clustering of the fat is reduced thereby producing a thinner, more rapidly whipped mix.
- 4) Ageing
- The mix is then aged for at least four hours and usually overnight. Aging is performed in insulated or refrigerated storage tanks, silos, etc. Mix temperature should be maintained as low as possible without freezing, at or below 5oC. An aging time of overnight is likely to give best results under average plant conditions. A "green" or unaged mix is usually quickly detected at the freezer.
- 5) Freezing
- The dynamic freezing process both freezes a portion of the water and whips air into the frozen mix. The "barrel" freezer is a scraped-surface, tubular heat exchanger, which is jacketed with a boiling refrigerant such as ammonia or freon. Mix is pumped through this freezer and is drawn off the other end in a matter of 30 seconds, (or 10 to 15 minutes in the case of batch freezers) with about 50% of its water frozen. There are rotating blades inside the barrel that keep the ice scraped off the surface of the freezer and also dashers inside the machine which help to whip the mix and incorporate air.
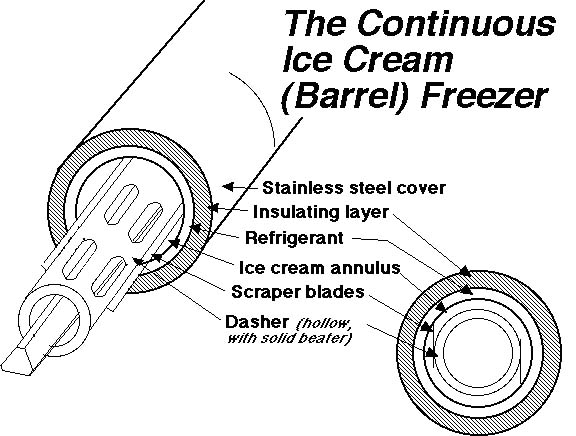

Figure 4: Continuous ice cream (barrel) freezer
LITERATURE: http://www.foodsci.uoguelph.ca/dairyedu/home.html
As the ice cream is drawn with about half of its water frozen, particulate matter such as fruits, nuts, candy, etc, is added to the semi-frozen slurry which has a consistency similar to soft-serve ice cream. In fact, almost the only thing which differentiates hard frozen ice cream from soft-serve, is the fact that soft serve is drawn into cones at this point in the process rather than into packages for subsequent hardening.
- 6) Hardening
- After the particulates have been added, the ice cream is packaged and is placed into a blast freezer at -30 to -40°C where most of the remainder of the water is frozen. Below about -25°C, ice cream is stable for indefinite periods without danger of ice crystal growth. Hardening invloves static (still, quiescent) freezing of the packaged products in blast freezers. Freezing rate must still be rapid, so freezing techniques involve low temperature (-40oC) with either enhanced convection (freezing tunnels with forced air fans) or enhanced conduction (plate freezers).
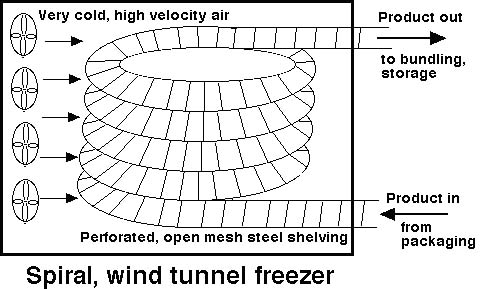

Figure 5: Spiral, wind tunnel freezer LITERATURE: http://www.foodsci.uoguelph.ca/dairyedu/home.html
- Other ice cream products
Ice cream from the dynamic freezing process (continuous freezer) can also be transformed into an array of novely/impulse products through a variety of filling and forming machines.
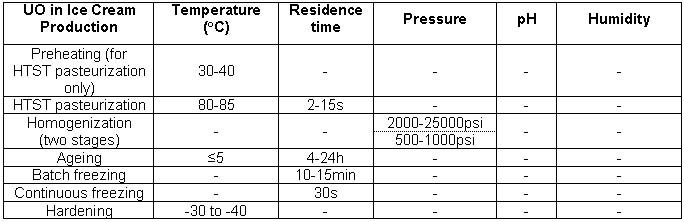
- 4. Temperature ranges and other parameters
- (Dairy science and Technology, University of Guelph, http://www.foodsci.uoguelph.ca/dairyedu/home.html and BAT for Food, Drink and Milk Industries, June 2005)

- 5. Benchmark data
Table 1: Consumption and emission levels when using BAT techniques in the production of milk powder from 1 litre of received milk
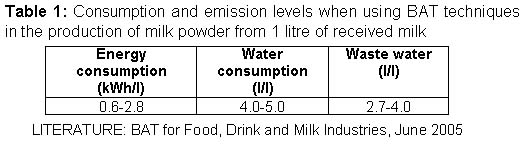

LITERATURE: BAT for Food, Drink and Milk Industries, June 2005
II. NEW TECHNOLOGIES:
- a) Changes in the process
No information is available.
- b) Changes in the energy distribution system
• Heat recovery from pasteurization in ice-cream production: (BAT for Food, Drink and Milk Industries, June 2005)
- a) Description of the technology
Heat and water can be recovered from the ice-cream pasteurization process. The ice-cream mix enters the pasteurizer at a temperature of 60°C and is then heated to 85°C, followed by cooling to 4°C prior to ageing. The cooling phase consists of two steps. In the first step, the ice-cream is cooled to 70°C by regenerative heat-exchange and in the second step, cooling water is used for further cooling to approximately 20°C. The final temperature of 4°C is achieved by cooling with ice-water. The heat released to the water, from the ice-cream mix in the second cooling step can pre-heat the water for various purposes, mainly for cleaning operations. This requires a number of storage tanks for the hot water. This process results in reduced energy and water consumption. It is applicable in new and existing installations, but space is needed for water storage tanks. Of great importance is the constant checking of water hygiene quality, as leaks in the plates of the heat exchanger can result in contamination of the water with the product.
- 2. Description of suitable energy supply systems
A circuit of heat exchangers and tanks is needed to achieve the heat transfer. Electrical energy will be consumed to operate the pumps of the circuit.
- 3. Possible energy savings reachable by those measures
In an example ice-cream installation, the corresponding quantity of heat recovered is 7600 GJ/yr, which represents approximately 14% of the energy consumption of the installation. The hot water is used for CIP and the quantity of water saved is approximately 1000 l/t of ice-cream mix produced.
- 4. Economic evaluations
No information available.
- c) Changes in the heat supply system
No information is available.
III. SOLAR SYSTEMS INTEGRATION:
Heat treatment in all cases requires a maximum temperature of 95°C and is easily reachable by using solar systems. Due to the fact that large amounts of hot water or steam may be required, auxiliary boilers can be used additionally to solar collectors (Joanneum Research).
BACK to